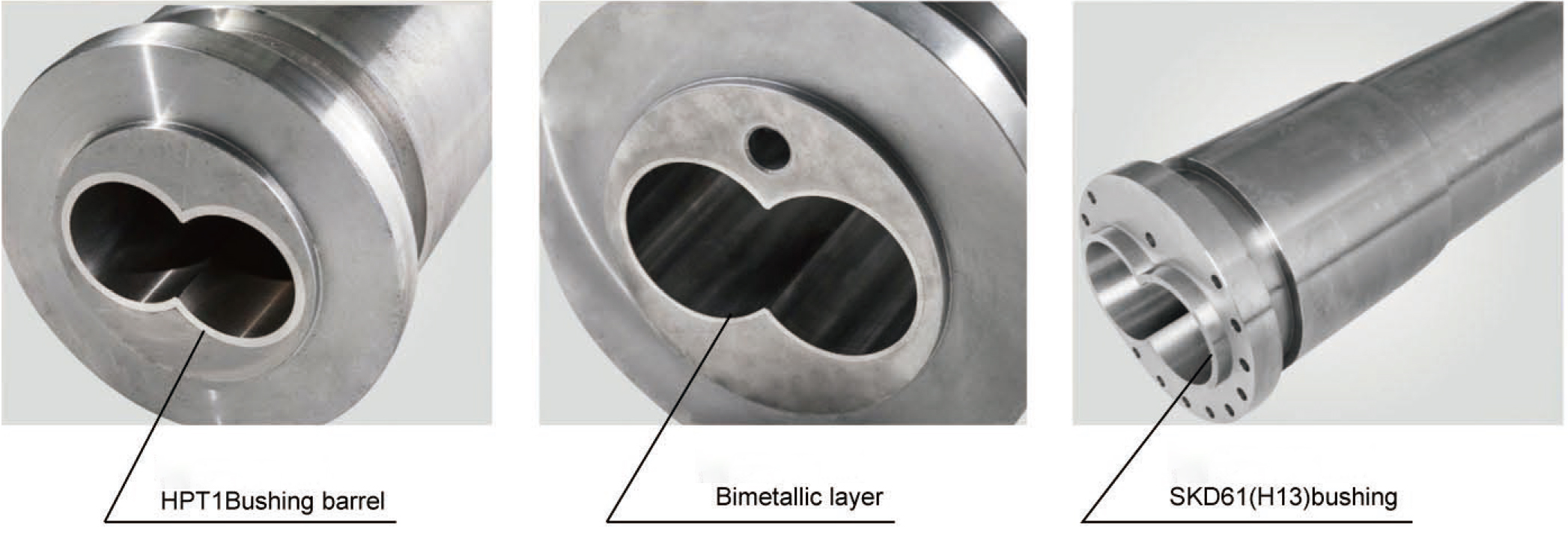
Laras sekrup kembar berbentuk kerucut untuk lantai SPC
| Model | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1.Kekerasan setelah pengerasan dan temper: HB280-320.
2. Kekerasan Nitrided: HV920-1000.
3. Kedalaman wadah nitridasi: 0,50-0,80 mm.
4. Kerapuhan nitridasi: kurang dari tingkat 2.
5. Kekasaran permukaan: Ra 0,4.
6.Kelurusan sekrup: 0,015 mm.
7. Kekerasan pelapisan kromium permukaan setelah nitridasi: ≥900HV.
8. Kedalaman pelapisan kromium: 0,025~0,10 mm.
9. Kekerasan Paduan: HRC50-65.
10. Kedalaman paduan: 0,8~2,0 mm.

Penerapan laras ulir di bidang lantai SPC memiliki beberapa aspek: Pencampuran material: Laras ulir merupakan salah satu alat penting untuk pembuatan bahan yang dibutuhkan untuk lantai SPC.Ini mencampurkan bahan PVC dengan bahan tambahan lainnya (seperti bahan pemlastis, stabilisator, dll.) untuk membentuk bahan komposit yang dibutuhkan untuk lantai SPC.Plastisisasi: Laras sekrup menggunakan suhu tinggi dan kekuatan mekanis untuk membuat bahan PVC menjadi plastis.
Melalui sekrup yang berputar, bahan PVC dipanaskan dan diaduk di dalam tong untuk melunakkannya dan menjadi plastik untuk pencetakan selanjutnya.Dorong keluar: Setelah proses plastisisasi, laras sekrup mendorong bahan plastis keluar dari laras dengan mengatur kecepatan putaran dan tekanan.Melalui peralatan seperti cetakan dan roller pengepres, material dibentuk menjadi panel lantai SPC.Singkatnya, penerapan laras sekrup di bidang lantai SPC terutama berfokus pada pencampuran material, plastisisasi, dan pengusiran.Ini adalah alat utama dalam produksi lantai SPC, memastikan bahwa material lantai memiliki kinerja dan kualitas yang dibutuhkan.